Multi-part assemblies or parts with several discrete cavities present challenges for their manufacturers. Each pathway must be leak free and importantly there must be no crosstalk between cavities. There are countless examples of multi-part assemblies or parts with discrete, or independent cavities used in automotive, and medical applications such as engine blocks, ev battery packs and ev battery cooling modules and assemblies, specimen orienting ink kits, and luer connectors.
Historically, manufacturers were forced to employ multiple leak testers or create a complicated system using a PLC (programmable logic control) and several different pneumatic circuits in order to maintain throughput. Initial and on-going support costs for this type of system is substantial. Also significant are the human factors such as training. If the system is not comprehensive, the costs associated with training, retraining and ongoing user support can become massive.
Other challenges in testing these parts are specific to the test methods used to test the whole part, as well to test the individual cavities, each possibly requiring unique test methods depending on the parts construction. For instance, when leak testing a coaxial tube, testing only the outside tube can only detect a leak between the outside tubing and the environment. It cannot detect a potential leak between the inside tubing and the outside tubing. Two separate tests using two separate sensors are required.
Four Channel Sequential Leak Testing Using Sprint mD
The SprintmD four channel sequential tester incorporates everything necessary for testing multiple parts or cavities in one space saving and easy to use package. This versatile leak tester can perform four leak tests in sequence by using the pressure decay leak test technique.
By programming the tester according to the leak test requirements SprintmD can perform four tests on four independent products or four identical products. Optional flow measurement or burst test options are also available.
How It Works.
Product is attached to each test port.
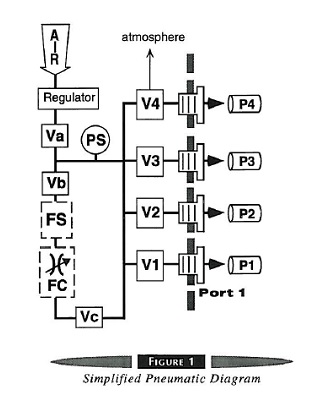
(Figure 1) SprintmD’s test program is started
Product (P1 to P4) is sealed to block openings for pressure decay testing.
Air is supplied at test pressure to SprintmD’s output Port 1 through valves Va and V1. Pressure is measured at the pressure sensor PS.Valves V2, V3 and V4 can be opened to atmosphere for occlusion testing.
Each additional part can be tested in sequence.
With the flow option, SprintmD opens valves Vb and Vc and measures the flow rate through the flow sensor at FS. Optionally, SprintmD can perform a burst test by opening valves Vb and Vc, then ramping up the test pressure through the variable flow control at FC.
SprintmD can have either the mass flow OR the bust option installed in addition to pressure decay leak test. Both flow and burst options might be possible depending on the test parameters, and would be a custom machine.
Pressure Decay Leak Test
SprintmD looks for a drop in pressure over time. This is the basic SprintmD testing mode. One of two options can be added to the basic tester. (Figure 2)
Mass Flow Test
As one option, SprintmD can be fitted with a mass flow test option. This allows the user to test the flow rate through multiple pathways or to test the flow through four individual products in sequence.
Burst Test
As another option, SprintmD can be fitted to perform a burst test in addition to a pressure decay test.
In a burst test, pressure in the product is slowly increased through a precision flow control valve. Sprint then captures the pressure at which the product bursts open or begins to flow rapidly.
SprintmD is ideal for testing products that have multiple parts or multiple passages (up to four) that can be tested in sequence. In addition, the model 4P can be used to test as many as four individual products in sequence. If a product with fewer ports needs to be tested, SprintmD models are available in two and three channel configurations.
Sequential testing is often recommended when operator pacing is desired. The operator can load one test port while the others are being tested.
Uson can help!
If you are interested in learning more about how the Sprint mD tester can optimize your multi-part assembly leak testing our team of leak testing experts can help. Reach out to your local Uson representative or click here to send a message to our applications team and one of our experts will be in touch.
 English
English
 简体中文
简体中文
 Deutsch
Deutsch
 Español
Español